吸塑加工工艺主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型。吸塑加工工艺要点包括脱模斜度、宽高比对吸塑的影响、成型面积与产品面积、排气面、排气孔、排气槽、及吸塑成型的收缩变形。
吸塑脱模斜度
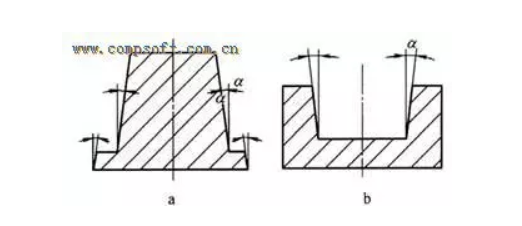
为了能够顺利脱模,模具侧面必须具有一定的倾斜度。在脱模方向上,模具侧面的倾角被称为脱模斜度。脱模斜度应该取得尽可能大,脱模斜度越大,脱模越快,成型周期越短,而且在脱模的过程中制品变形的可能性小,脱模斜度一般大于1度。江之源公司在经过多年的实验和研发,已经突破了O度脱模的吸塑技术难题,为吸塑制品的应用开拓了一条全新的方向。
吸塑宽高比对吸塑的影响
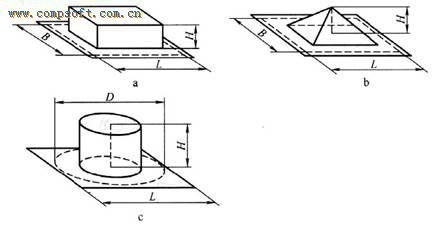
模具宽度与深度的比值通常称为宽高比。 一般来说,因为凸模可对片材有拖拽和预拉伸作用,所以用凸模成型时的宽高比可以小些,但不能小于1。用凹模成型的宽高比通常不小于1.4。
吸塑的宽高比
吸塑成型面积与吸塑产品面积
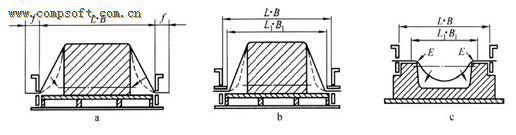
成型面积指的是夹持框内部的长宽面积范围;产品面积指的是成型过程中发生牵引拉伸的面积,它主要依赖于吸塑制品的规格大小。在加热过程中,需要对拉伸部分进行加热,其拉伸的范围较大,对于加热量较少的非产品面积,拉伸量也较少。需注意加热不均匀,也会造成在成型冷却后收缩不均匀而使吸塑制品变形的问题。
L*B 为成型面积, L1*B1 为产品面积
排气面、排气孔、排气槽
在真空成型过程中,加热的胶片与模具间形成一个密封的空间,在真空抽气的情况下,需要把密闭空间中的留存空气排空,必须在模具中设计相应的排气孔和排气槽。排气孔的大小在保证排气的功能后,请尽量设计较小的孔径,否则会在制品表面留下明显的气孔,影响外观。
通过真空抽气装置可把空气快速的排出,因此在吸塑过程中,需要保证吸塑设备的真空系统能保持足够的真空量,以保证胶片加热软化后,能有足够的真空吸力是胶片能够完全贴服在模具表面上;另一方面,需要对排气孔、排气槽等通道系统保持通畅状态,避免因异物堵塞导致真空度减低,造成吸塑成型不到位。
吸塑成型的收缩变形
在吸塑生产过程中,会经常出现产品收缩变形的情况,针对不同的情况需要进行特别处理。在经过加热成型后,冷却阶段通过模具定型和保持真空量,可以使吸塑产品的尺寸不会发生太大的变化,但是脱模后由于温度的变化,尺寸会发生一定的收缩变形,而且会随着时间的增大收缩变形会更大。成型24小时后,收缩情况基本稳定,这时测量的尺寸较为精确。
 中文版 / English
中文版 / English

 二维码扫一扫
二维码扫一扫
